
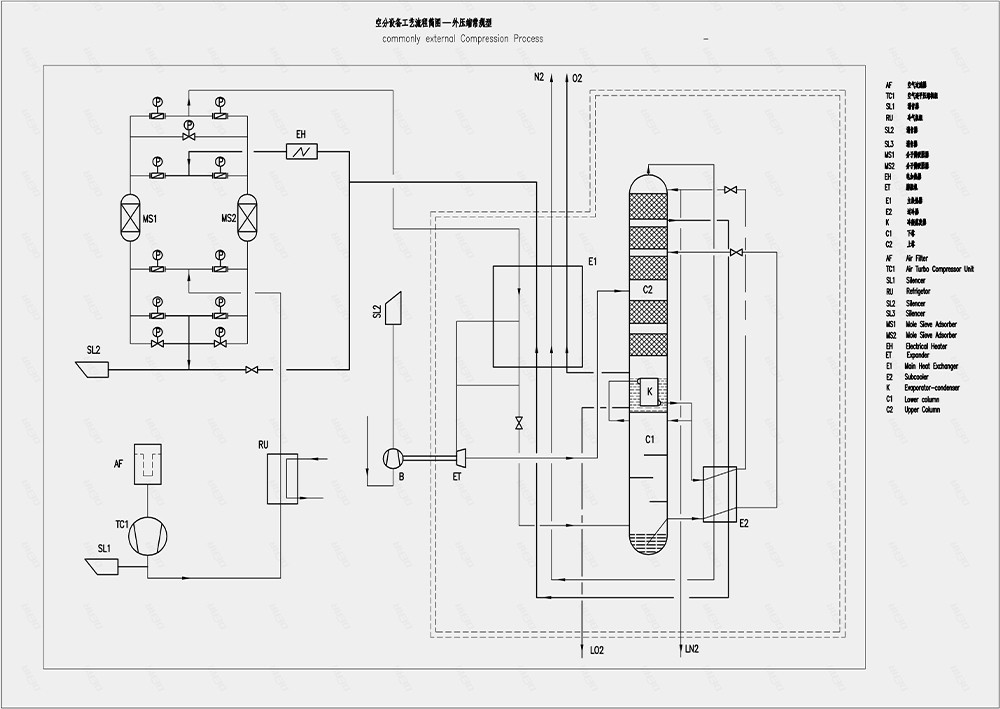
Micron's air separation equipment employs an advanced, fully low-pressure process featuring molecular sieve pre-purification and turbine expansion refrigeration. Precise calculations combined with practical experience ensure product performance meets customer requirements. Air separation solutions for the photovoltaic industry include: air filtration systems, air compression systems, air pre-cooling systems, molecular sieve purification systems, turbine expansion units, oxygen compression systems, nitrogen compression systems, liquid storage systems, instrumentation and control systems, and electrical control systems. The photovoltaic industry solution process is as follows: Raw air undergoes removal of dust and other mechanical impurities within air filters before entering the air turbine compressor. Here, air is compressed to the required pressure, then enters the air cooling tower for heat exchange with water. Subsequently, it passes through two alternately utilised molecular sieve adsorbers, where impurities such as moisture, CO₂, and C₂H₂ are adsorbed by the molecular sieves. The subsequent process involves extracting a portion of gas from the middle section of the main heat exchanger into an expansion machine. The expanded air then enters the upper tower. After passing through the main heat exchanger, the air is cooled to saturation temperature by the reflux gas and enters the lower tower carrying a small amount of liquid. Following preliminary distillation in the lower tower, oxygen-enriched liquid air is obtained. This liquid air undergoes subcooling in a cooler before throttling into the upper tower. After further distillation in the upper tower, 99.6% pure oxygen is obtained at the bottom of the upper tower. This oxygen product is reheated in the main heat exchanger, exits the cooling chamber, and is delivered to the user. The final process involves obtaining 99.999% nitrogen from the top of the upper tower. This nitrogen is reheated via the cooler and main heat exchanger before exiting the cold box. Contaminated nitrogen is drawn from the top of the upper tower, reheated through the cooler and main heat exchanger, then enters the regenerator heater for use as molecular sieve regeneration gas. Excess gas is vented. This concludes the process flow and technology for the photovoltaic industry solution. Micron Cryogenic Technology has long been dedicated to implementing air separation solutions across diverse industries, providing premium air separation services with bespoke, one-to-one customisation to meet client requirements.

Hello, I am the online customer service
